 Translation Data
Translation Data English
English Russian
Russian Indonesian
Indonesian Chinese
Chinese Nepal
Nepal India
India Mongolia
Mongolia
 Translation Data
Translation Data 資料請求
資料請求



製品案内 PRODUCTS






検査過程
鋼材入荷時検査(1)
鋼材は各サイズ毎に鋼材証明書との照合を行います。同時に材質や数量を確認します。


鋼材入荷時検査(2)
鋼材のサイズおよび厚さを測定しJIS規格に、適合しているかを確認します。

鋼材入荷時検査(3)
鋼管においては、外経および厚さについて検査します。

溶接前寸法検査(1)
1次加工を終えたパーツ類は、各タイプ毎の専用治具にセットします。この段階で寸法を測定し基準値内に、収まっているかどうかを確認します。

溶接前寸法検査(2)
溶接前寸法検査にて社内基準値をクリアーした、半製品のみ溶接工程に進みます。

溶接
溶接後
溶接個所については溶接不良がないか脚長が、基準値を満たしているかどうかを確認します。溶接後の半製品は梱包され、鍍金工場へ搬入します。

めっき付着量試験
表面処理として溶融亜鉛めっきを施した部材はめっき付着量の試験を行いJIS規格の基準値を満たしているかを測定します。
試験方法は間接法でめっきした試験片の質量を計測します。その後試験片を試験液JISK8847に規定されているヘキサメチレンテトラミン3.5gを密度1.18g/cm3以上の塩酸500mLに溶かし、その溶液を水1Lで希釈した液を使用し、その中に試験片を入れてめっきの成分を取除きます。そして質量を計測しその差を表面積で割直し1平方メートルあたりの付着量を算出します。

(1)めっき時の質量

(2)めっき除去

(3)めっき除去後の質量
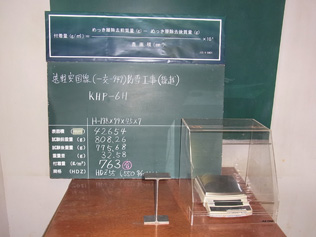
(4)付着量を算出

製品検査(1)
出来上がった製品をロット毎に抜き取り検査を実施します。設置寸法に対して実施寸法が許容値に収まっているかどうかを確認します。
製品検査(2)
各部材の寸法検査のほかに、 鍍金の状態や歪みの有無を確認します。

出荷前組立試験
部材を実際に組上げ問題なく動作するかを確認します。また、お客様に製品の仕様や特徴を説明します。

出荷前最終検査
梱包後の最終検査段階です。 出荷数量の確認と、積込みの際の積載配分を行います。